
一、 鋼板定寬傳統控制系統" title="控制系統">控制系統:
目前國內冶金板型加工企業鋼板定寬控制系統大多采用機械尺測量寬度人工進行控制的方法,該系統效率低,控制精度" title="控制精度">控制精度差,回切率高,直接影響經濟效益。
二、 PLC控制系統:
根據原控制系統存在的問題,同時為實現成品鋼板定寬度剪切的準確測量和控制,提高寬尺合格率,減少回切物耗,增加板邊收得量,提高質量和經濟效益,對原控制系統進行技術改造,現場信號采集及控制采用PLC系統;
為實現連續檢測提高控制精度,寬度檢測采用旋轉編碼器" title="旋轉編碼器">旋轉編碼器;根據遠紅外測溫儀" title="測溫儀">測溫儀提供的鋼板溫度,對熱切鋼板進行溫度自動放尺量補償;
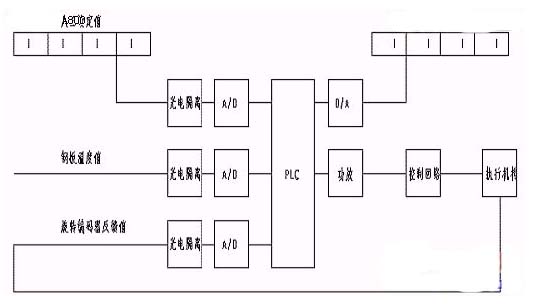
控制原理是:操作工首先通過操作盤輸入預切鋼板的寬度值,旋轉編碼器反饋回鋼板實際寬度,同時遠紅外測溫儀將檢測到的鋼板溫度傳送給PLC系統,PLC系統根據預設值、反饋值、溫度值采用PI調節,輸出剪切位置控制信號,控制直流電機,以精確控制鋼板寬度剪切位置。
三、 系統控制示意圖:
此主題相關圖片如下:
四、 PLC控制系統主要經濟技術指標:
技術指標:
1、 寬度測量和控制范圍:1300mm—2300mm(原系統1300mm—2300mm)
2、 測量誤差" title="測量誤差">測量誤差:≤±1mm(原系統≤±15mm)
3、 控制誤差:≤±1mm(原系統≤±10mm)
4、 實現手動/自動無擾切換
五、 經濟指標以年產量30萬噸計算:
1、 減少二次回切增加的成材率效益:(按板寬1600mm,原二次回切2%)
增加成材鋼板=300000×2%×1/32=192噸
效益:(按3000元/噸)=192×3000=576000元
2、 提高寬度定尺精度增加的效益:(按定尺板占產量60%計算)
300000×60%×1/800=247噸
效益:(按3000元/噸)=247×3000=741000元
3、 其他效益:
經過系統一年的運行統計,該系統在提高有效作業率,減少停車時間、
增加定尺板的產量等方面增加經濟效益10萬元/年左右。
綜上所述,鋼板定寬PLC控制系統每年增加的經濟效益超過100萬元以上。