
1、 引言
近年來,PLC的網絡應用日益廣泛,組成更高級的集散控制系統甚至整個工廠的自動化,已成為工業現代化的趨勢,實現遠程連接和通信成為了PLC的基本性能之一。而PLC網絡結構復雜,技術難度大,投資較高,給用戶在開發應用造成了一定的困難。OMRON公司的PLC較早投入我國市場,在我國工控領域應用較為廣泛,掌握其PLC的網絡技術和通信方法,對進一步推廣PLC的應用,提高工廠自動化水平具有較大的現實意義。
2、 OMRON PLC網絡
OMRON PLC的網絡分為三層:Ethernet網、Controller Link控制器網、Compo BUS/D與Compo BUS/S元器件網,其三層網絡控制平臺如圖1所示。
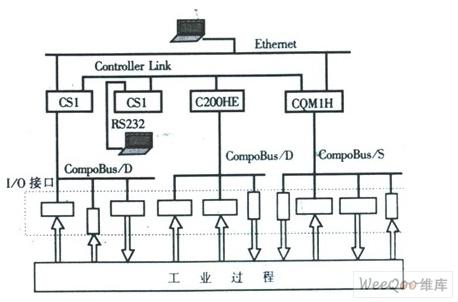
圖1 OMRON PLC三層網絡
2.1 Ethernet網
Ethernet網絡即所說的以太網,它是工廠自動化領域用于信息管理層上的網絡,它的通信速率高,可達100M bps,以太網模塊使PLC可以作為工廠局域網的一個節點,網絡上的任何一臺計算機都可以實現對它的控制。在OMRON的PLC中,中型機以上的PLC才能上以太網,通常有三種機型,CS1系列、CV系列、和C200H系列。在CS1系列和CV系列上分別直接裝Ethernet單元CS1W-ETN01/11、CV500-ETN01,而在C200Hα上除了必須安裝PC卡單元(C200HW-PCS01)外,還必須配置通信板(C200HW-COM01/04),并用總線單元將PC卡單元與通信板連接起來。OMRON PLC的Ethernet網具有以下功能:
遠程編程和監控:在連接到Ethernet網絡的計算機上運行CX-Programmer可以對所有連接的Ethernet網絡上的PLC進行編程和監控。
FINS信息服務:在PLC之間和PLC與計算機之間發送FINS信息,使用Ethernet Fins Gateway能夠不必編寫FINS指令程序而直接管理信息。
Socket服務:由Windows提供一組函數,允許用戶程序直接調用及使用TCP和UDP協議,在Ethernet網上進行數據傳輸。
FTP服務:使用FTP在CPU單元的存儲卡和計算機存儲器之間傳送文件。
Email服務:當在出錯或在預定的時間內,一個標志變為ON,此時從PLC向上位機發送電子郵件。
網絡間通信:處在網絡上的不同節點可以通過網關通信,通過FINS指令可實現跨網絡的連接。PLC通過使SEND、RECV、CMND指令跨網并與其它PLC進行通信,網間通信限制在三級網絡內進行。OMRON PLC的Ethernet網的主要技術指標如表1所示。
表1 Ethernet網的主要技術指標

2.2 Controller Link 控制器網
Controller Link 控制器網能夠在工廠現場以一種全功能的FA網絡形式連接PLC,Controller Link 是一種令牌總線網,可以在OMRON的CS1/CV/C200HX系列PLC和計算機之間方便靈活地發送和接收大容量的數據包,它支持能共享數據的數據鏈接和在需要時發送和接收數據的信息服務,數據鏈接區域能自由設置以建立靈活的數據鏈接系統。Controller Link 網具有以下功能:
數據鏈接:在PLC之間以及PLC和上位計算機之間,能夠柔性的創建大容量數據鏈接,使用Controller Link FinsGateway 能夠在應用層上管理數據鏈接,無需梯形圖。I / O、鏈接區、數據存儲器區和擴展數據存儲器區均可作為發送或接收區。
遠程編程和監控:通過與RS-232C鏈接,Controller Link 網絡上能夠使用CX-Programmer進行編程和監控PLC。
FINS通信服務:在PLC和上位計算機之間實現大容量數據傳送,Controller Link FinsGateway 能夠在應用層上管理數據鏈接,而不必編寫FINS指令程序。
信息服務:可以對特定節點進行讀寫數據、改變操作模式等操作,通過在程序中執行SEND / RECV指令發送和接收數據,通過CMND指令發送FINS命令執行讀寫操作。
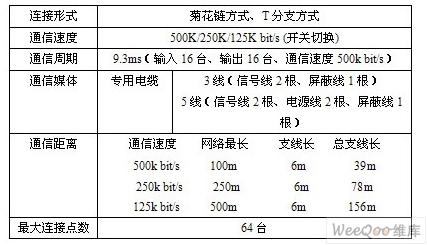
ESA功能:實時監控網絡的狀態,當網絡上產生錯誤時,EAS可記錄和顯示錯誤發生的時間和錯誤信息。Controller Link 控制器網的主要技術指標如表2所示。
表2 Controller Link 控制器網的主要技術指標

2.3 Compo BUS/D網絡
Compo BUS/ D是OMRON的一種開放、多主控的設備網,開放性是其特色,采用Device Net 的通信協議。其它廠家的設備,只要符合 Device Net的標準,就可以接入其中,是一種控制功能齊全、配置靈活、實現方便的分散控制網絡。Compo BUS/D的主要功能有:
遠程I / O通信:無需編寫特殊的程序,裝有主單元PLC的CPU可以直接讀寫I / O,從單元的I / O點現實遠程控制。
信息通信:安裝主單元的PLC在CPU單元里執行特殊指令(SEND 、RECV、CMND和IOWR)可以向其它主單元、從單元、甚至其它公司的設備讀寫信息,控制它們的運行。Compo BUS/D的通信標準如表3。
表3 Compo BUS/D的通信標準
2.4 Compo BUS/S 網絡
Compo BUS/S 網絡是一種主從式總線結構的控制網絡,它的響應速度快,實時性強,實現簡便,可以對遠程的I/O實現分散控制。該系統由一臺PLC(CS1、CQM1H、C200Hα)帶Compo BUS/S主站模塊或一臺SRM1主控單元作為主站,一個主單元最多可帶32個遠程從站單元,控制256個輸入輸出點。接16臺從站單元、128點輸入輸出點時可達到0.5ms的高速通信。Compo BUS/S通信系統具有以下特點:
主干線遠距離通信:新增了遠距離通信模式,允許主干線的通信距離達到500m。
豐富的主站和從站單元:有C200HW-SRM21-V1、CQM1-SRM21-V1、SRM-C0-V2主站單元和SRT2系列的從站單元,支持高速通信和遠距離通信。
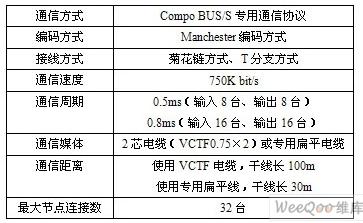
高速通信:在高速通信方式下,接16臺從站單元,128點控制時,可實現0.5ms的快速通信。
配線簡單:主單元和從站單元間、從單元和從單元間可用4線制電纜連接,其中2根為信號線,2根為電源線,從而大幅度減少了配線。Compo BUS/S通信參數如表4所示。
表4 Compo BUS/S通信參數
3、 PLC與上位計算機之間的通信
在計算機與PLC構成的集散控制系統中,多數是由一臺計算機與數臺PLC形成1:N的通信模式。該模式系統中PLC負責現場高速數據采集、實現邏輯、定時、計數、PID調節等控制任務并通過串行通信口向上位計算機傳送PLC工作狀態及有關數據,從而實現計算機對控制系統的管理。PLC與上位計算機之間通信的準確、可靠、高效率是集散控制系統的關鍵所在。
3.1 PLC與上位機的鏈接方式
PLC與上位計算機形成1:N通信模式有兩種連接方式:
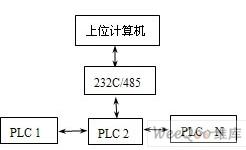
方式一
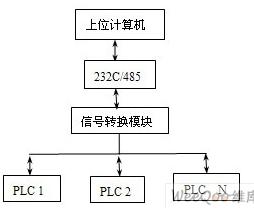
方式二
方式一較少使用連接適配器,也不用信號轉換,但若中間某一臺PLC出故障,其后的PLC將無法與上位機通信;方式二使用了信號轉換模塊,當某一臺PLC出故障不影響其它PLC通信。
3.2 PLC與上位機的通信過程
通信開始先由上位機依次向網內的PLC發出一串測試幀命令,PLC接到上位機的完整幀后,首先判斷是不是自己的代號,若不是就不予理睬,若是則發送回答信號。上位機接到回答信號后,與發送測試數據比較,若兩者無誤,發出可以進行數據通信的信號,轉入正常的數據通信。上位機與PLC實施鏈接通信,上位機具有優先發送權,每發送完一幀發送權就在上位機與PLC之間輪換。當收到結束符或分界符時,發送權從發送單元傳給接收單元。其幀發送與接收如圖3.2所示。
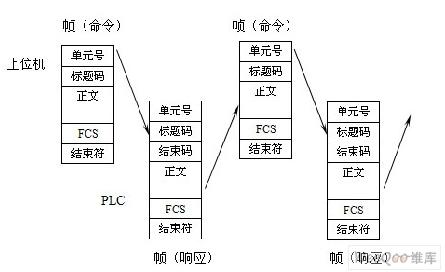
圖3.2 上位機與PLC間的幀發送與接收
上位機發出命令格式和PLC響應格式如下圖:
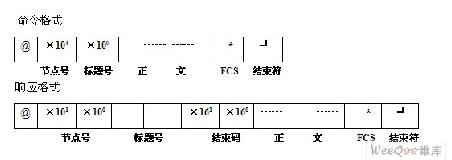
@: 幀開始標志
節點號:通信網絡中每一臺PLC被分配給的唯一番號
標題號:該幀的通信命令碼
結束碼:返回命令的完成狀態
正 文:設置命令參數
FCS: 幀校驗順序代碼
結束符:命令結束
通信參數設置為:波特率9600bps,數據格式由DM0902/DM1920的第00-07位和DM0921/DM1921共同設定,默認方式時DM0902/DM1920的第00-07位的值為00000000,此時DM0921/DM1921區不起作用。每條指令都以標識號(Unit Number)和操作碼/頭(Header)開始,以校驗碼(FCS)和結束標志(Terminator)結束。
幀發送時,FCS置于結束符前以檢查是否發生數據錯誤。FCS是轉換成2個ASCⅡ字符的8位數據,這個8位數據對幀開始的數據直到此幀正文結束的數據進行“異或”運算的結果。FCS檢查程序如下:
400 *FCSCHECK
410 L=LEN(RESPONSE$)’
420 Q = 0:FCSCK $ = “ ”
430 A$ = RIGHT $ (RESPONSE $ ,1)
440 PRINT RESPONSE $ , AS, L
450 IF A $ = “*” THEN LENGS = LEN(RESPONSE $) -3
ELSE LENGS = LEN(RESPONSE $) -2
460 FCSP $ = MID(RESPONSE $, LENGS+1,2)’
470 FOR I = 1 TO LENGS’
480 Q = ASC (MID $ (RESPONSE $,I,1)) XOR Q
490 NEXT I
500 FCSD $ =HEX $ (Q)
510 IF LEN (FCSD $) =1,THEN, FCSD $ =”0”+FCSD $’
520 IF FCSS $ 《 》FCSP $ , THEN FCSCK $ = “ERR”
530 PRINT “FCSD $ =” ; FCSD $ , “FCSP $ =” ; FCSP $ , “FCSCK $ =”; FCSCK $
540 RETURN
幀發送檢查格式如圖3.4所示。

圖3.4 幀發送檢查
3.3 PLC與上位計算機通信程序
上位機通信軟件是用VB開發的。VB具有強大的圖形顯示功能,可以容易開發出界面良好的圖形用戶界面,同時VB還提供了串行端口控件 MSCOMM,程序員在利用該控件時,只需設置、監視其屬性和事件,即可完成對串口初始化和數據的傳輸工作。通信程序如下:
Sub forml load ( )
Mscomml. Comport = 1
Mscomml. Settings = “9600,n,8,1”
End sub
Sub commandl click
Mscomml. Inputlen = 0
If mscomml. Portopen = false then
Mscomml. Portopen = true
End if
For I = 1 to N ;N為網絡系統中的PLC個數
If i《10 then
S $ = “@” + “0” +str $ (i) + “ts” + “abcd”
Else
S $ = “@” + str $ (i) + “ts” + “abcd”;abcd 為測試字符
Endif
……;
Mscomml. Lutprt =sedate $
Timer 1 on = false
Timer l. Enable = true
Do until (mscomml.inbuffercount 《 》 0)
Or (timer 1 on = true )
Domy = doevents( )
Loop
Timer 1.enable = false
……
Redata,$ = msconmml. Input
If rdata $ = sedate $
…… ; 轉入正常通信數據處理
Else
Labell. Cation = str $ ( i ) + “測試通信失敗,檢查線睡后再測試”
Endif
Endsub
4、 結束語
OMRON PLC已廣泛應用于工業過程控制,隨著網絡技術的不斷提高和推廣,PLC的控制能力和控制范圍從設備級的控制發展到生產線級的控制乃至工廠級的控制。大力推廣PLC的網絡技術,必將加快我國工業企業向自動化、智能化發展的步伐。