
1 引言
我廠電鍍車間的生產設備,特別是控制設備,基本上是全套引進日本的產品,在國內處于領先地位。但現場顯示作業數據的儀表,則相對來講顯得較落后,除溫度、PH儀表外,其他儀表大多是指針或浮球等指示,讀數不便。另一方面,由于電鍍產品的特殊性,特別是銅板鍍鎳,周期較長,一般需3~7天,作業過程中需記錄大量數據。而電鍍車間由于人員缺少,一則無法做到連續性記錄數據(通常1~2小時記錄一次)。再則夜間無人值班,造成該時間段數據空白。這些缺陷,給技術人員在分析產品質量的影響因素,如何提升產品質量等帶來了較大困難,特別是一旦出了質量問題,因缺少真實有效的數據而無法進行分析。
另外,夜間無人值班,生產過程中若有異常情況發生,則無法獲知,更談不上及時處理,造成產品質量受影響或報廢。并且由于需要人工抄錄數據,浪費了大量勞動力。
鑒于上述狀況,希望通過計算機對現場作業數據進行自動采集,真實有效地反映作業過程,同時提升我廠電鍍設備能力的市場形象。
2 設計目標
系統應實現如下功能:
(1) 自動無間斷地進行現場作業數據的采集;
(2) 數據的圖表顯示及友好的人機界面;
(3) 報警系統,具備報警的歷史記錄、無線報警等功能;
(4) 生產作業及其數據的計算機無紙化管理;
(5) 各種作業數據的圖表打印;
(6) 遠程監視功能。
3 系統實現
系統分設備層與計算機層。設備層由PLC及現場儀表等組成,所有的模擬量信號通過轉換器轉換為4~20mA電流后傳送。PLC負責對現場作業數據的采集,并與上層計算機進行數據交換(其中一電鍍車間采用Profibus通訊協議,通訊速率3Mbps,二電鍍車間采用MPI通訊協議,通訊速率為 187.5kbps)。至于計算機層,采用分布式多客戶機的組態方式。兩個車間分別由兩臺服務器負責與PLC的通訊、數據采集歸檔、報警歸檔等,另幾臺 PC機作客戶機用,其共享服務器的數據,但擁有各自的項目文件。
幾臺客戶機分別放置于車間現場、休息室及辦公室,其主要負責畫面的顯示:
(1) 以設備的運轉狀況、管道內鍍液的流向及各種參數的顯示等真實反映作業狀況;
(2) 以原電氣控制箱的儀表、指示燈等的顯示方式、布局進行表達,適應操作者原有的習慣;
(3) 提供模擬量參數的曲線描述,方便用戶的技術分析;
(4) 提供報警歷史查詢。
系統結構如圖1所示:
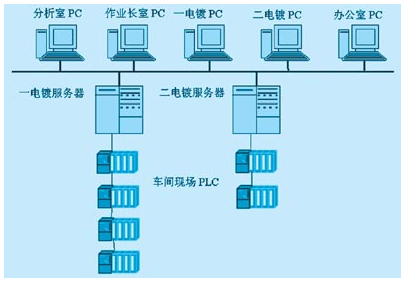
圖1 系統結構圖
(1) 模擬量數據PLC程序處理
所有模擬量傳輸為4~20mA電流信號,對應各變送器的量程,需程序處理(雖然Wincc變量設置中有對應比例關系,但小數點后精確度不夠,通過PLC程序處理,還可實現數字濾波),其中溫度計算程序部分示例如下:
OPN DB2
L PIW448
T MW100
L MW100
DTR
PUSH
L 1.000000e+002
*R
PUSH
L 2.764800e+004
/R
T DB2.DBD0
在模擬量數據的歸檔方面,限制了歸檔的數量,一億條數據記錄,根據32個模擬量每6s一次的采集頻率計算,大約可容納2年的作業數據量,占用20G的存儲空間,在投入運行后,用戶可定期將數據導出。
(2) Wincc部分程序處理
系統附加了作業數據的錄入及管理功能,如:作業令、銅板編號、工藝卡號、作業的起止時間等。為方便操作者正確錄入作業的起始時間與結束時間,系統設計為:整流器電源開,則系統自動顯示并填充作業起始時間輸入框,同時進行電鍍通電量的累計,而當整流器電源關時,系統自動顯示并填充作業結束時間輸入框。電量的累計在全局腳本中作定義并每分鐘觸發運行一次(如1#鍍鎳槽的電量累計,單位KAH,采用C語言編程):
由于需要歸檔的參數較多,歸檔數據的調用使用參數動態查詢,部分程序如下:
static double leiji1;
if (GetTagBit("SW1")==1)
//返回類型:BOOL
{leiji1=leiji1+GetTagDouble("CUR1") /60.0/1000.0;}
else
{leiji1=0;}
//返回類型:double
SetTagDouble("dianliang1",leiji1);
//返回類型:BOOL
return 0;
}
注:“SW1”為電源開關輸入信號變量,“CUR1”為電流信號變量。
在報警處理方面,系統分一般報警與極限報警,一般報警僅在計算機上作顯示性提示而已,而極限報警則通過GSM網絡發送手機短信至有關人員。這里,筆者應用了KONDER公司的OPPLC與GSM傳送站產品,并在PLC程序中設定:當極限報警產生時,由一個上升沿信號觸發報警傳送,并且在報警沒有處理的情況下,每十分鐘發送一次(當有關人員收到信息后,也可將原信息回復終止報警)。部分無線報警PLC梯形圖如圖2。當系統輸入端In0有高電平輸入時,置位MB0(MB0對應OPPLC內定義的手機短信內容,并通知GSM傳送站將該消息發送到有關人員手機,發送后MB0自動復零),MB10與 MB100主要構成循環發送的功能,其中MB10設置為可接受手機短信功能,收到報警原文后該位置1,所以,用戶可在收到手機短信報警后回復以切斷報警的繼續發送。
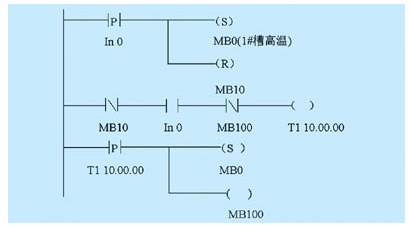
圖2 無線報警PLC梯形圖
該報警系統可最多設置6個接收報警的對象(人員)。
4 結束語
該項目完成后,方便了現場工人的作業,不管是在一電鍍、二電鍍或車間辦公室,對二電鍍鍍鎳系統的作業情況都能一目了然,工人可根據實際情況在二個車間內移動作業。另外,由于數據是自動采集且自動記錄,大大降低了勞動強度,并且向無紙化管理轉變。系統具備的遠程無線報警系統,將進一步為生產質量保駕護航,同時大大提升了我廠電鍍的市場形象,這也是一種無形的效益。