摘要:本文介紹28個單元A.C電機同步傳動智能控制系統" title="控制系統">控制系統,介紹系統的分析與設計方法。主要介紹卷繞過程數學模型" title="數學模型">數學模型。基于數學模型,完成了控制系統組態。在控制算法方面,應用了參數自適應、信號自適應、多模態控制和專家控制等先進控制策略。使用IPC和歐姆龍" title="歐姆龍">歐姆龍CJI型PLC 構成控制系統。系統已投入生產使用,用戶取得了良好的經濟效益和社會效益。
關鍵詞: 28單元A.C電機 卷繞數學模型 參數/信號自適應 多模態控制 專家控制 智能控制 IPC 歐姆龍PLC
Abstract:This paper introduces Intelligent control system with 28 units A.C motor of synchronous-driving, It has introduced the method of the system analysis and design. Mainly, the paper has introduced the mathematical model of the take-up process. Basing on the mathematical model, the configuration of control system has been founded. In aspect of the control algorithm, Advanced Control Strategy which are include parameter adaptive, signal adaptive, multi-mode control or expert control has been applied in the system. The control system is designed with IPC and OMRON CJ1 PLC. The system has been used in production, which the customer has benefited both economically and socially.
Key words: 28 units A.C motor Mathematical model of the take-up process Parameter/Signal adaptive Multi-mode control Expert control Intelligent control IPC OMRON-PLC
1.引 言
1.1 應用行業
本文以印染行業中的多單元設備(連續軋染機)為例,介紹28單元交流變頻電機同步傳動智能控制系統的分析和設計方法。這種分析和設計方法也適用于塑料、造紙、膠片、橡膠、金屬薄膜等帶材和線材加工制造行業。
1.2 使用的產品
本系統使用了歐姆龍公司的NS8-TV01B-V2型可編程終端(觸摸屏)、歐姆龍 PA205R(電源單元)、CJ1G-CPU42P(CPU單元)、CT021(高速計數單元)、AD081-V1(模擬量輸入單元)、DA08C(模擬量輸出單元)、ID211(晶體管
輸入單元)、OC211(接點輸出單元)、IC101(I/O控制單元)、II101(I/O接口單元)、E6B2-CWZ5C型旋轉編碼器等產品。
1.3 應用的主要工藝點及要解決的主要問題
印染行業中28單元傳動系統的工藝難點是28個獨立的傳動單元和織物所構成的既要解耦又要跟隨協調的工藝要求。每個單元都是由一對(或一組)導輥、減速機、變頻電機、變頻器、角位移傳感器、氣動加壓擺式松緊架等組成。對于開卷(退繞)和收卷(卷繞)單元,還要增加旋轉編碼器和張力傳感器。就數學模型而言,開卷單元和收卷單元是非線性、時變環節,其轉動慣量" title="轉動慣量">轉動慣量j和布卷半徑r都是隨時間而變的,為了保持織物的動態張力恒定,必須對轉動慣量和卷經進行智能自適應補償控制。
對于軋車、透風架、預烘箱、焙烘箱、烘筒、蒸洗箱、水洗箱中的傳動單元,由于介質、環境和織物工藝路徑的不同,加之導輥直徑、減速機的減速比以及電機功率的不同,要實現任意車速設定下,28個單元在動態過程中的嚴格同步升、降速,且各個松緊架均應處于零位附近,必須采取智能變參數" title="變參數">變參數解耦控制和智能變參數跟隨協調控制。以上是主要工藝點和要解決的主要問題。
1.4 應用方案簡介
目前的同類設備,采用微型PLC控制開關量,采用單片機組成同步器,但因為只有一組系數,無法實現動態解耦和快速跟隨協調鎮定控制。為了滿足工藝要求,解決控制上的技術難題,需要分析退繞單元工作過程、兩個相鄰單元之間織物的運動過程和卷繞工作過程,并建立相應的數學模型,在此基礎上進行系統的組態設計。將基于模型的控制算法和智能控制算法有機地結合起來,設計了智能變參數解耦控制和智能變參數跟隨協調鎮定系統。設備傳動部分的框圖如圖1所示。應用方案主要包括兩部分:第一是智能變參數全解耦控制,其中主要是變比值控制;第二是智能變參數跟隨協調控制,其中主要是變增益、變積分時間控制。

2.應用方案詳細介紹
2.1 系統組成
28單元傳動部分框圖如圖1所示,其中未畫出的部分是蒸洗箱、水洗箱、烘筒及軋車。控制系統由1.2中介紹的歐姆龍產品組成,NS8型觸摸屏用于28個單元的比值系數設定、車速設定、車速顯示、28個同步狀態數據顯示、布長顯示、卷繞層數顯示、設備的開車、停車觸摸按鈕以及報警等。本系統的各種控制功能均由CJ1系列PLC來實現。
2.2 數學模型
2.2.1 卷繞過程數學模型
卷繞裝置由卷繞軸、減速器28、變頻電機28、變頻器28、編碼器28、張力輥以及相關機件等組成。為了有效地對卷繞過程進行控制,需要建立卷繞過程的數學模型。有關公式如下:
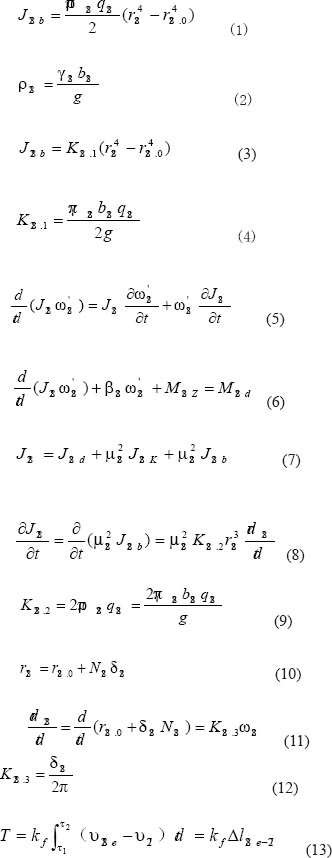
式中: 28——單位寬度織物的質量密度;q28——占積率;r28——卷繞軸半徑;r28.0 ——卷繞軸空軸半徑;28——織物的比重;g——重力加速度;b28——織物的寬度;K28。1——轉動慣量變換系數;M28d ——動態轉矩;M28z ——阻轉矩;μ28 ——變速比;J 28 ——折算到電動機軸上等效的轉動慣量;J28d ——電動機轉子的轉動慣量;J28K ——空軸的轉動慣量;J 28b—— 卷繞軸上織物的轉動慣量;ω28——變頻電機M28 的角速度;β28 ——折算到電動機轉軸上的等效粘性摩擦系數;δ 28——每層織物的厚度;r28.0——卷繞軸空軸半徑;N28——卷繞軸上織物卷繞的層數;T ——織物張力;v27 ——牽引線速度" title="線速度">線速度;v28e——等效卷取線速度;kf ——張力系數;K28.2——轉動慣量轉換系數;K28.3 ——卷繞軸半徑變化轉換系數。
以上,式(1)~(13)描述了卷繞過程的動力學特征,為非線性、時變數學模型。據此,可制定卷繞張力控制方案并進行系統組態。
2.2.2 相鄰單元之間織物的數學模型
以第26單元烘筒和第25單元軋車這兩個相鄰單元為例,烘筒和軋車分別為獨立的傳動點,工藝上要求夾持在這兩個傳動點之間的織物張力在動態和穩態過程中均保持恒定并等于設定張力。為此,需要建立這兩個傳動點之間織物的數學模型。相關的表達式如下:

式中, 25、26 是軋車25、烘筒26 處織物單位長度重量;w25、w26 是軋車25、烘筒26 處分別傳送的織物重量; 25、26 是軋車25、烘筒26 處織物的線速度; l 是相對于原長度的伸長量; 是時間常數;T 是織物張力;帶“~”的量是標稱(標幺)量。由式(14)至(21)可知,兩個相鄰單元之間織物的簡化動力學特性可用一階微分方程來描述。這一區間織物的張力取決于兩個相鄰單元的速度差或織物伸長量,據此,可制定控制方案并進行系統組態。
2.2.3 卷繞張力控制系統分析與設計
(1)系統分析
由式(1)至(13)可知,由于卷繞輥的卷繞半徑和轉動慣量都是變量,這就導致了卷繞過程的數學模型是時變、非線性數學模型。通常的張力閉環控制難于滿足即響應塊又無超調的要求。
(2)卷繞張力控制系統設計
a)張力閉環控制張力閉環控制系統是使用張力傳感器直接檢測織物張力所
構成的負反饋控制系統。
b)智能卷繞控制 — 應用技巧之一為了提高張力閉環控制系統的動態性能和穩態性能,需要解決以下三個問題:
(3)變比例系數控制
卷繞線速度28 應與單元27 的線速度27 成比例關系,為此,變頻器28 的速度設定信號必須與卷徑成反比變化,即變比例系數控制。
(4)卷徑補償控制
根據卷繞過程的數學模型,卷繞半徑r28的變化是對織物張力T的內部擾動,為此,采用卷徑補償控制,消除卷徑變化對張力的影響。
(5)變增益、變積分時間常數控制
為了改善系統的性能,需要根據誤差的大小自動改變增益值和積分時間常數,達到響應快、抑制超調和無穩態誤差的目的。為了解決上述三個問題,本系統采用了參數自適應、信號自適應、多模態控制和專家控制等先進控制策略。本系統的知識庫、控制規則集和推理機構均由PLC來實現。
(6)靈活使用歐姆龍PLC指令 — 應用技巧之二
具體實例是使用BCMP(068)塊比較指令,將誤差劃分為32級,即32個范圍,使用2個BCMP(068)指令,當誤差落在某個范圍內時,相應的位變為ON,自動調出相應的增益值和積分時間常數,共有32級增益和32級積分時間常數可供自動調用,即規則集包括32條規則,根據誤差大小自動改變控制器的參數。智能控制的應用,有效地減輕了張力閉環控制的負擔,明顯地改善了系統的動態性能和穩態性能。
2.2.4 同步控制系統分析與設計
(1)系統分析
相鄰兩個單元之間織物的數學模型如式(14)至(21)所示。為了保持織物張力恒定,就要保持兩相鄰單元的線速度差為定值或織物伸長量為定值。為此,需要構成高精度速度跟隨控制系統或位置控制系統。當采用三輥擺式松緊架作為同步檢測裝置時,松緊架的簡化傳遞函數為:

由以上數學模型可知,通常的閉環控制難于滿足快速跟隨和多單元同步的要求。
(2) 同步控制系統設計
a) 采用松緊架的同步控制利用松緊架構成線速度跟隨系統,可分別設定線速度和松緊架位置。
b) 智能解耦控制 — 應用技巧之三以均勻軋車1為主令單元,采用變比值控制,共有32級比值系數,知識庫有32×28個比值系統,保證了在任意車速設定下,動態升速和降速過程中各個單元嚴格同步,表現為所有的松緊架擺輥均處于設定位置(零點附近)。
2.3 應用方案取得的效果
本設備已在現場運行15個月,28個單元的同步狀態良好,即在動態和穩態過程中,各個松緊架均處于零位附近,其數值均在?1ā范圍內,消除了織物張力波動所造成的起折和染疵,用戶取得了明顯的經濟效益和社會效益。
2.4 應用方案的示范性
本文的分析和設計方法也適用于塑料、造紙、膠片、橡膠、金屬薄膜等帶材和線材加工制造行業。
2.5 對歐姆龍公司的建議
歐姆龍公司與本校建有聯合實驗室,多年來,在各項工作中得到歐姆龍公司的大力支持和幫助,在此深表謝意!希望今后進一步加強合作,特別是歐姆龍產品應用實例的介紹和推廣工作。
參考文獻
[1] 歐姆龍(中國)有限公司.CJ1M CPU單元操作手冊. 上海:OMRON, 200301S01
[2] 歐姆龍(中國)有限公司.CS/CJ系列 可編程控制器指令參考手冊. 上海:OMRON, 200308S201
[3] 歐姆龍(中國)有限公司.NS系列 可編程終端編程手冊. 上海:OMRON, 200407S01
