
一、概述
“西門子數控機床電氣控制與維修實訓臺”教學儀器是根據教育部“振興21世紀職業教育課程改革和教材建設規劃”的要求,按照職業教育的教學和實訓要求研發的產品,它適合各職業院校技術與應用、電氣技術、數控、數控機床與維修等專業的教學與技能實訓,也適合職業培訓學校、職教中心、鑒定站、機電類課程的技能鑒定考核。具有數控車床、車削中心、數控銑床、加工中心等數控機床安裝調試、參數設置、故障診斷與維修、數控編程操作等功能。
二、工藝簡介
“西門子數控機床電氣控制與維修實訓臺”教學儀器由控制屏和實訓桌組成。控制屏采用西門子數控系統,供電由鑰匙開關和啟停開關控制。實訓桌主要包括伺服驅動模塊、故障設置和排故操作單元。伺服驅動模塊的伺服電機軸上安裝有刻度轉盤,便于觀察電機運動,通過西門子系統控制實現對X、Y、Z三軸的進給控制。教師可以利用故障設置和排故操作單元,通過開關設置故障,學生通過對故障的分析判斷,在排故操作單元上排故,同時可以記錄排故次數,具有數控機床的故障維修考核功能。
三、設備組成
“西門子數控機床電氣控制與維修實訓臺”教學儀器由控制屏和實訓桌組成。控制屏為鐵制雙層亞光密紋噴塑結構,實訓桌桌面為防水、防火、耐磨高密度板。單相220V交流電源供電,電壓表監測實時電網電壓,電流表監測設備實時工作電流,并設有指示燈指示和保險絲保護。控制屏采用西門子數控系統,供電由鑰匙開關和啟停開關控制。實訓桌主要包括伺服驅動模塊、故障設置和排故操作單元。伺服驅動模塊的伺服電機軸上安裝有刻度轉盤,便于觀察電機運動。
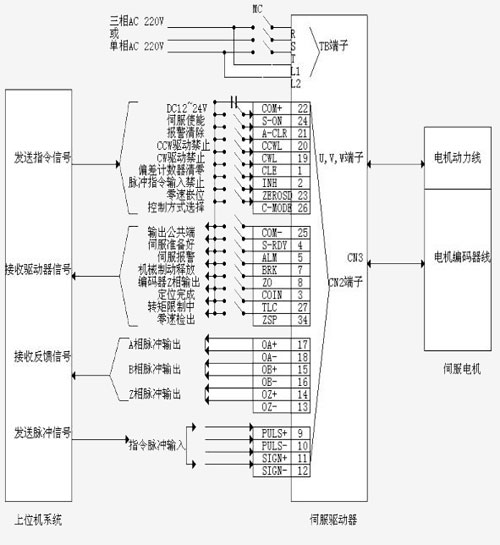
四、控制線(CN2)接線圖與伺服參數設置
1)控制線(CN2)接線圖}
2)參數設置說明:
P4=1 (控制方式選擇,1:速度控制);
P9=2 (電機型號選擇);
P26=1 (脈沖輸出邏輯取反);
P44=1(速度指令輸入邏輯取反,可用于改變電機方向);
P43=300(速度指令輸入增益);
P14=1200(速度環比例);
P15=500 (速度環積分);
P38=2000(電流環比例);
五、 調試與注意事項
1)、調試步驟:
A、正確接好電機動力線(U、V、W、PE),編碼器線(CN3),電源線(L1、L2、R、S、T),根據要求接好上位機控制線(CN2);
B、低速空載運行一下電機,看電機方向和上位機接收的AB信號是否正確(可通過調節PA26、PA44參數來改變);
C、根據要求設置好伺服驅動器的速度指令輸入增益(PA43);
D、完成上述步驟后,再運行一下電機,看電機聲音是否正常,電機剛性是否滿足以及響應時間;(可通過調節:速度環參數PA14、PA15;電流環參數PA38、PA41)。
E、調節后運行電機,看運轉和啟停是否平穩,若不是是很理想時可重復D步驟,直到運行性能滿意為止。
2)、注意事項:
A、接動力線(U、V、W)時,一定要一一對應接到U、V、W端子上。不能通過改變U、V、W相序來改變電機方向,可通過調節參數來該變電機方向。
B、接控制線(CN2)時,上位機系統和伺服一定要有一端接屏蔽線,避免外界對控制信號的干擾。
C、布線一定要合理,交直流電源要嚴格分開,控制線要與電機動力線、電源線嚴格分開。
3)、結果:經過客戶的試用,運行平穩正常,無抖動、啟停平穩,各項指標都達到要求。
六、 故障與排除方法
1)故障:上位機一給信號電機就跑飛了,驅動器出現09號報警;
排除方法:檢查電機動力線(U、V、W)相序是否接錯,查看驅動器PA9(電機型號選擇)是否設置正確)。
2)故障:出現27號報警
排除方法:查看電機編碼器線(CN3)是否松了,固定好后再試。
七、 總結
此教學儀器實訓臺充分結合了東能伺服EPS2系列的響應快、定位精確、運行平穩等優點。經過客戶的試用,運行平穩正常,無抖動、啟停平穩,各項指標都達到要求,使客戶達到最大滿意度。此設備向客戶充分展示了東能伺服的優勢,同時也提高了教學儀器實訓臺在市場上的競爭力。學生能夠通過此教學儀器,對故障的分析判斷,在排故操作單元上排故,對數控車床、車削中心、數控銑床、加工中心等模擬實訓平臺的數控程序和伺服參數設置、故障診斷與維修、數控編程等操作不斷提高學生自身的實戰能力。